线性轴是预加工单元,具有精确的导向和驱动元件。因此,对于可以在短时间内安装并投入运行的机器和系统而言,线性轴及其变化是具有成本效益且极其紧凑的部件。
线性轴的选择可基于以下标准:
起动扭矩是克服发动机静摩擦所需的驱动扭矩并启动该动议。
定位重复性:当定位重复性时,从同一起始点在一个方向上多次接近任意点,可以测量到与目标值的偏差。这个过程在不同的点上重复。最大和最小偏差之差的±50%为定位重复性。
位置精度:测量定位精度时,在一个方向上接近多个点,并测量目标移动距离和实际移动距离之间的差值。位置精度是绝对最大差值。
运行平衡性:百分表集中安装在托架上,并在整个行程中移动。运行平行度是测量值之间的最大差值。
滚珠丝杠副间隙:滑块装置由滚珠丝杠顶着千分表作为参考点移动。然后,通过外力在同一方向上加载托架,然后卸载。齿隙是基准点和加载和卸载后位置之间的最大差值。
滚珠丝杠的起动扭矩:启动扭矩是克服系统静摩擦和启动运动所需的驱动扭矩。
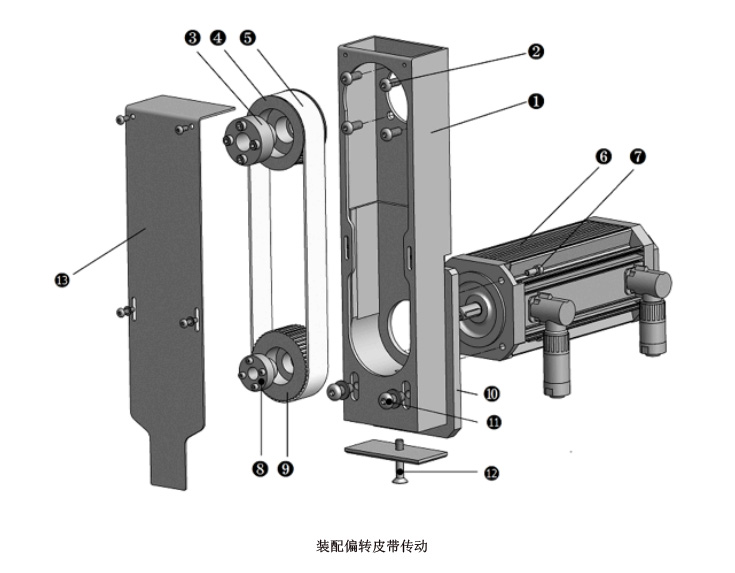
在直线轴上装配偏转皮带传动装置,以及带有螺旋传动装置的直线工作台
对于AXC、AXF、AXDL和AXLT系列的带螺旋传动的直线轴偏转皮带传动的装配,必须遵守图3.15中的以下步骤:
1.用紧固螺钉2将偏转皮带传动1的壳体安装在线性轴上的所需位置。
2.将带有夹紧轮毂3的齿带盘4插入直线轴的轴上,并按照表3.6中规定的拧紧力矩拧紧螺钉。
3.轻轻拧紧驱动适配器10的紧固螺钉11。
4.用驱动器适配器10上的螺钉7固定驱动器6。
5.将齿带盘9和夹紧轮毂3一起插入驱动轴上,并按照表3.6中规定的拧紧力矩拧紧螺钉。
6.插入齿带5。
7.齿带张力(考虑驱动轴的允许负载能力,如有必要,降低齿带张力并按比例降低驱动扭矩):
a、 靠扭矩
用涂油的张紧螺钉12将张紧板紧固在驱动适配器10上。用紧固螺钉12
表3.5中规定的拧紧力矩。考虑驱动轴的额定值,如有必要,减小扭矩。
b、 通过频率测量设备工具SPBELTPRO-SW(识别号372992)
用涂油的张紧螺钉12将张紧板紧固在驱动适配器10上。拧紧张紧螺钉12。用金属销连接齿带,并用频率测量装置测量本征频率。当达到表3.5中的值时,齿带张力正确。
c、 通过NTN-SNR齿带张力测量装置
将测量装置组装到驱动适配器10上。拧紧张紧螺钉,直到达到表3.5中的值。
8.用所需的拧紧力矩拧紧驱动适配器10的紧固螺钉11(使用NTN-SNR测量装置时,拆下这些螺钉,并用张紧板和张紧螺钉关闭偏转皮带驱动)。
9.用盖13关闭偏转皮带传动装置。