
在上一篇文章《轴承如何安装?轴承的安装步骤简介》中,我们介绍了轴承的安装方法,不管是液压机压入或是通过热装插入,由于是手工操作的,故难免会对轴承的精度造成一些影响,那么有哪些影响,又该如何去弥补呢?
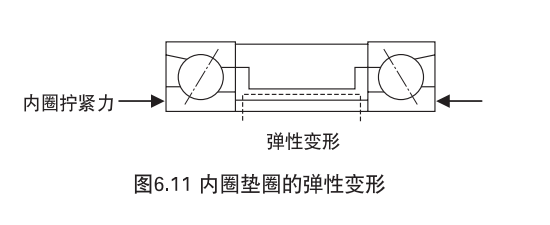
一、拧紧力导致的垫圈弹性变形
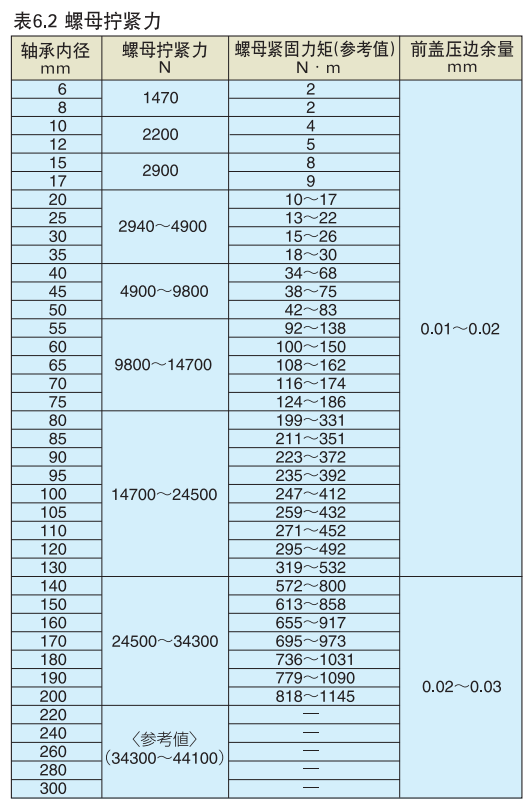
在主轴上固定角接触球轴承时,用主轴轴肩和轴承螺母或用梯形套筒或两者兼用方式拧紧固定轴承的内圈。 此内圈拧紧力会导致垫圈产生轴向弹性变形,使轴承的轴向游隙发生变化。特别是背对背组配的主轴轴承(DB,DTBT),由于内圈拧紧力会导致游隙变小,所以,可以推测组装后的预紧量和运转时预紧量会有所增加。对于内圈拧紧力导致的轴向变形,以往会考虑是内圈和内圈垫圈两者的变形,但经过长期的实践经验,只需考虑内圈垫圈的变形即可。
垫圈的变形量通过根据弹性变形推出的变形计算公式进行计算。
= (P*L)/(A*E)
:垫圈的弹性变形量,单位mm
P:内圈拧紧力 N
L:内圈垫圈宽度 mm
A:内圈垫圈截面面积 mm2。
E:纵向弹性系数 210000Mpa。
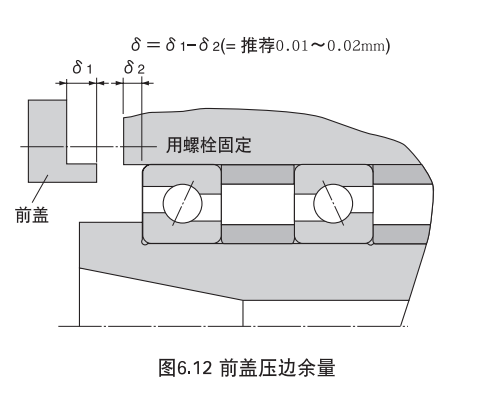
二、前盖压边余量
在主轴上安装和固定轴承时,通常在内圈侧用梯形套筒或精密轴承螺母拧紧,在外圈侧用螺栓固紧前盖。在前盖处固定外圈时要注意以下几点:
1、用轴承箱挡肩和前盖(主轴前部)拧紧固定轴承外圈。
2、前盖需通过设在凸缘部的螺栓孔(6~8个)固定。
3、前盖对轴承外圈压边余量的实绩在0.01~0.02mm。
4、应注意,如果前盖的压边余量大或拧紧螺栓数少,则会成为轴承滚道圈圆度劣化的原因。
5、为了不损坏外滚道面形状,建议使用精度高的轴箱、采取过渡配合,并使用多个螺栓进行固定。
由于手工安装,难免会产生游隙不合格的情况,因此二次调整轴承游隙便显得至关重要。
三、圆柱滚子轴承的游隙调整
在数控机床和加工中心等机床主轴上使用圆柱滚子轴承,要使轴承内部游隙为0至负值时,通常使用内圈内径表面成锥孔形的圆柱滚子轴承。
轴承内圈锥孔和主轴锥体相配合,然后再轴向进一步插入使轴承内圈膨胀,从而调整内部游隙。
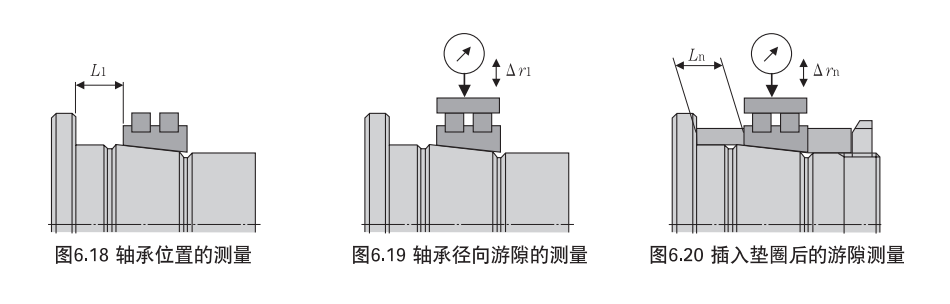
轴承内部游隙的调整,有根据各轴承的游隙测量 垫圈调整和直接通过内部残留游隙调整规进行调整的两种方法。
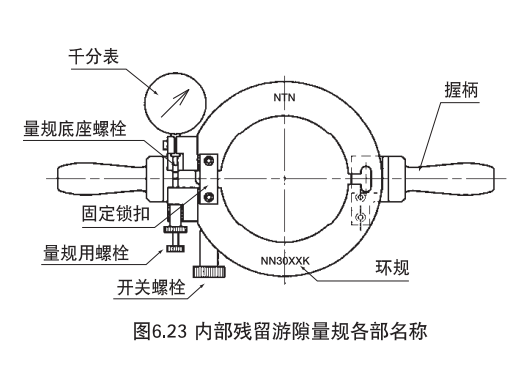
(1)内部残留游隙量规
内部残留游隙量规是采用可开合的圆环,以其内径表面作为测量部分的工具。(测量部的游隙值与千分表的显示值成一定的比例),其结构如下图所示,由环规、千分表、附属装置等组成。固定锁扣是在不使用内部残留游隙录规时,为防止因某些外力导致变形的工具。在测量时应卸下固定锁扣。
(2)外圈沟槽(内径滚道直径)的测量
将轴承的外圈安装到轴承箱内(轴承箱加热后容易安装)。
确认安装到轴承箱内的外圈和内圈温度是否相等, 用内径千分表测量外圈的沟径(内径)。测定若干个点,将其平均值设定为内径千分表刻度的0位置。

(3)将内部残留游隙量规安装在主轴上
将内圈安装到主轴测量轴上,轻轻将轴端螺母拧紧。
拧紧游隙调整规的开关螺栓,使量规内径膨胀。
使量规内径膨胀0.15mm左右,在不损坏滚子的情况下将量规插人内圈滚子的外接部。
拧松开关螺栓后,量规内径收缩。拧松开关螺栓,使量规内径与内滚子外接部相接触。
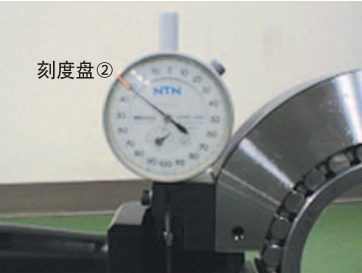
轻轻沿圆周方向晃动游隙量规,使千分表的指针趋于稳定。

(4)设定内圈游隙
在轴承不受冲击的状况下,锁紧主轴的轴端螺母(精密锁紧螺母)。锁紧主轴的轴端螺母,直到游隙最规的刻度变为0 (目标游隙值为0um时)。在游隙量规的刻度为0时,再次慢慢晃动调整规,确认测量值是否正确无误。锁紧游隙调整量规的开关螺栓,使量规内径膨胀,从内圈中拔出量规。
(5)确定垫圈宽度尺寸

在游隙调整规刻度为0时的内圈位置上用块规测量从内圈端面到轴肩的尺寸。测量3处以上的尺寸以其平均值为基准对垫圈宽面进行精加工。旋松主轴的轴端螺母(精密锁紧螺母),从主轴上卸下轴端螺母、内圈垫圈和内圈。
(4)正确组装及组装后的内圈滚子外接圆直径的再确认
放入按尺寸进行精加工的正规垫圈,放人内圈和组装用垫圈,拧紧轴端螺母。将内部残留游隙调整规设置到主轴上, 按与内圈游隙设定相同的步骤确认内圈滚子外接圆径的尺寸,确认设定的游隙。本工序为再次确认作业,如果测量稳定,可省略。

(5)在内部残留游隙调整规操作作业中的注意事项及保管
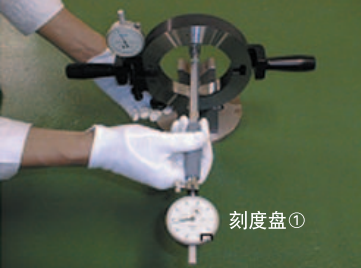
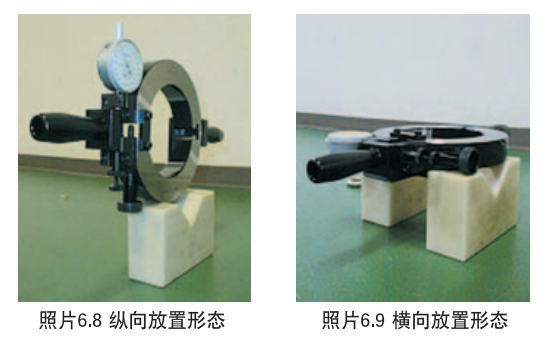
使用内部残留游隙调整规时,在作业过程中和作业结束之后应注意以下几点。在内部残留游隙量规上设置内径千分表测得外圈沟径时,应在量规处于竖直状态下进行作业。不适用内部残留游隙调整规时,应横放量规。另外,在作业结束之后,应对内部残留游隙量规进行防锈处理,放在湿度低的场所进行保管。
(6)圆柱滚子轴承锥孔和主轴锥度
为了保证精密轴承的性能,必须把轴承正确安装到轴和轴承箱上。特别是使用锥孔圆柱滚子轴承时,不仅要保证主轴锥度的精加工,还要确实保证与轴承锥孔之间的配合,这对保证主轴的高精度十分重要。为了确保高精度, NTN推荐使用加工为与轴承同等精度的锥轴用环规。另外,为了确认环规的精度,我们还备有相应的塞规。

(7)精密圆柱滚子轴承用锥度规
NTN精密圆柱滚子轴承用锥度规由环规(雌规)和塞规(雄规)组成。
使用环规,用蓝丹油控制与主轴锥面的接触程度。主 轴和轴承的正确配合才能保证主轴的高精度。塞规用来确认环规的精度,使用塞规检验环规的锥度。
圆柱滚子轴承锥孔和塞规的蓝丹油接触试验如下图所示,通常采用小径接触(小径侧较强)。这是考虑到双列圆柱滚子轴承内圈的正下方壁厚差的缘故。因为壁厚的小径侧较容易膨胀。
(8)通过主轴锥部环规进行控制
使用环规对主轴锥角进行控制时,应按下列步骤进行。
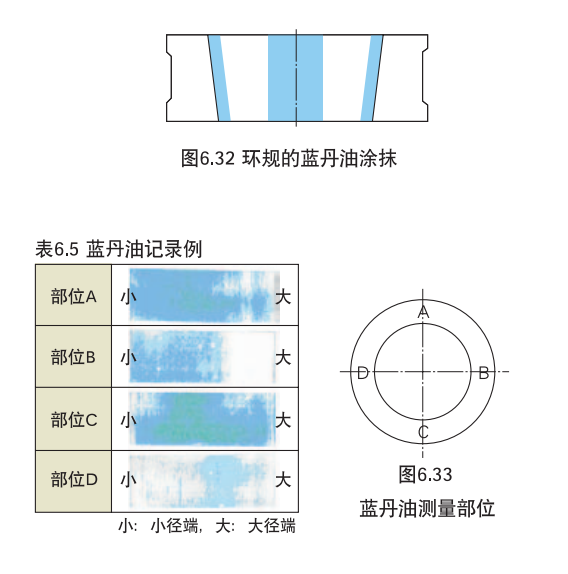
1、清洗环规的锥面后,在相对的4处薄薄地涂上蓝丹油。
2、确认轴的锥面清洁后,轻轻插入环规。
3、轻轻转动环规,感觉到转动自如时从轴锥面拔出。
4、确认附著于轴锥面的蓝丹油状况。
此时,在附着的蓝丹油上贴上透明胶带,慢慢撕下。将透明胶带贴在白纸上,确认蓝丹油的附着情况。确认附着的蓝丹油占全部面积的80%以上。
(9)主轴轴承的试运转
主轴轴承采用脂润滑时,为了使轴承能够稳定运转,需要进行试运转。
试运转有如下的方法。
2、以接近最大转速旋转1分钟左右,并重复2-3次进行磨合运转的方法。
虽然方法一随温升所造成的润滑脂劣 化少,但是达到最大转速需要较长的时间。另一方面,方法二虽可缩短磨合时间,但可能伴随急剧的温升,使润滑脂劣化。